Karton kutu yapma makinesi için iyi bir bıçak aleti seçme
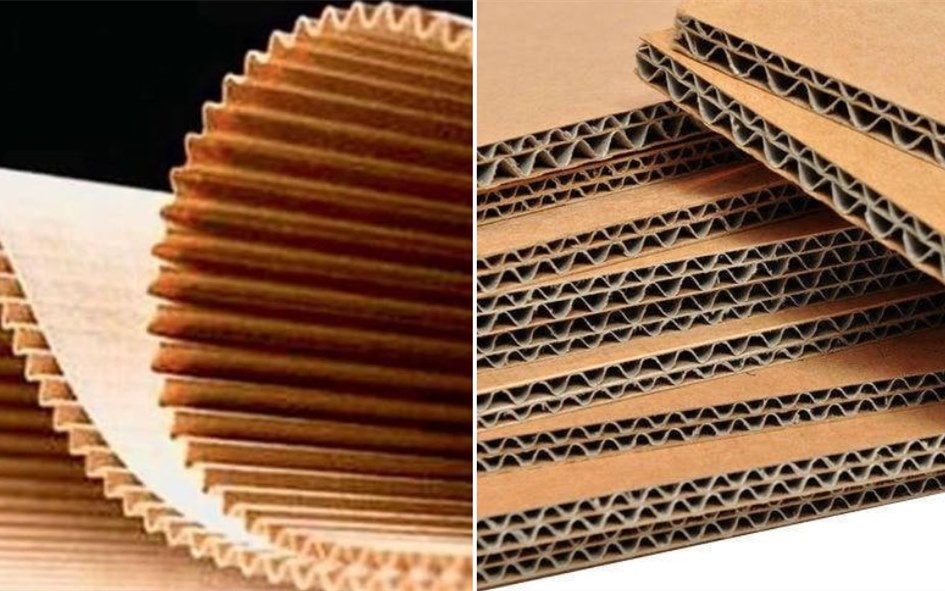
Konfüçyüs, "Bir zanaatkar, işini iyi tamamlamak istiyorsa, önce aletlerini bilemelidir. Bir devlette yaşamak, onu liderlerinden en bilgesi ve akademisyenlerinin en hayırseveri yapar." Bir zanaatkar, işini iyi bir şekilde tamamlamak için önce aletlerini bilemelidir. Yüksek hızlı karton üretim hattı endüstri tarafından her zaman önemsenmiştir, ince bıçağın dilme kısmı özellikle önemlidir ve ince bıçağın uygulanması kartonun kalitesini büyük ölçüde artırır. Bu nedenle, kartonun kalitesini ve çıktısını doğrudan etkileyen yeterince ince bıçak ve destekleyici sarf malzemelerinin seçilmesi özellikle önemlidir. Dilme kesicinin kullanılması, karo hattında mukavva kalitesini artırır, bu nedenle ince kesici ve ona uygun taşlama diski seçmek özellikle önemlidir. Dilme kesiciler esas olarak takım çeliğinden ve semente karbürden yapılır. Semente karbür dilme bıçaklarının ana bileşenleri, toz presleme ve sinterleme ile yapılan tungsten, karbon ve kobalttır. Sınıflandırma ve parametreler: A. Takım çeliği 1. W6mn5cr4v2 -- yüksek hızlı takım çeliği (Keskin çelik) 2. Cr12 -- Cr12 krom çeliği (kalıp çeliği) 3. 9SiCr-9 alaşımlı takım çeliği (takım çeliği) Yukarıdaki takım çeliği dilme bıçaklarının su verme işleminden sonra Rockwell sertliği çok farklı olmasa da, çeliğin farklı kimyasal elementleri nedeniyle hammadde fiyatları ve üretim maliyetleri büyük ölçüde değişmektedir. Bununla birlikte, piyasada birçok üretici, yüksek sıcaklık direnci, iyi tokluğu ve benzersiz kırmızı sertliği nedeniyle Sharp çelik bıçağı seçmektedir. Bıçağın kenarı keskin ve dayanıklı tutulur. Diğer takım çeliği ve kalıp çeliği ince bıçakları ile karşılaştırıldığında, performansı üstündür, ancak fiyatı da daha yüksektir. B. Çimento Karbür Semente karbür, tungsten kobalt ve tungsten kobalt titanyuma ayrılabilir. Genellikle tungsten kobalt (YG) en çok kesici alet olarak üretilir. Bu tür bıçakların hammadde ve üretim maliyeti nispeten yüksektir. Yüksek sertliğe, iyi aşınma direncine ve daha uzun hizmet ömrüne sahiptir, ancak pahalıdır ve tokluğu ve düşük eğilme mukavemeti yoktur. Tungsten çelik ince bıçak, karton endüstrisi kullanıcıları için özel olarak geliştirilmiş bir tür yüksek kaliteli kesme aletidir. Geleneksel tungsten çelik kalitelerine çeşitli katkı maddeleri eklenerek, tungsten çelik ince bıçaklar yüksek aşınma direnci, yüksek mukavemet, yorulma direnci ve parçalanmama özelliklerine sahiptir. İyi işleme hassasiyeti: mükemmel ekipman ve mükemmel teknoloji ile, tungsten çelik ince bıçağın yüzeyi ayna kadar pürüzsüz ve iç delik, paralellik ve uç yüzey salgısı iyi bir aralıkta kontrol edilir. Uzun hizmet ömrü: tungsten çelik ince bıçağın hizmet ömrü, yüksek maliyet performansı ile keskin çelik bıçağınkinden birkaç kat daha yüksek olan 4 milyon ila 8 milyon çalışma metre arasındadır. C. Performans ve avantajlarda nasıl seçim yapılır? Dilme kesicinin nasıl satın alınacağı, ekipmanın durumuna bağlıdır. Bazı eski ekipmanlar için, bu ekipman genellikle sinterlenmiş karbür bıçağın gerektirdiği h...